
Introduction
Galvanized flat washers are mechanical fasteners used to distribute the load of a threaded fastener, such as a bolt or nut, over a wider bearing surface. Typically manufactured from carbon steel, they receive a protective zinc coating – galvanization – to enhance corrosion resistance. These washers serve a critical function across numerous industries, including construction, automotive, and infrastructure, mitigating stress concentrations and ensuring secure bolted connections. The technical position of galvanized flat washers resides in the realm of fastening technology, specifically within the category of load-spreading and anti-corrosion hardware. Core performance characteristics are defined by their mechanical strength (yield and tensile), hardness, zinc coating thickness, and ability to maintain these properties under various environmental conditions. A primary industry pain point is the variability in zinc coating quality, leading to premature corrosion failure, especially in harsh environments like coastal regions or those exposed to industrial pollutants. Selecting the correct washer for the application, considering both load requirements and environmental exposure, is paramount to ensuring long-term structural integrity.
Material Science & Manufacturing
Galvanized flat washers are predominantly manufactured from medium carbon steel, typically AISI 1018 or equivalent, offering a balance of strength, ductility, and weldability. The steel’s composition significantly influences its mechanical properties. Raw material selection involves stringent quality control to ensure consistency in carbon content, manganese levels, and the absence of detrimental impurities like sulfur and phosphorus. The galvanization process itself is a crucial aspect of manufacturing. Hot-dip galvanizing, the most common method, involves immersing the steel washers in a molten zinc bath, forming a metallurgical bond. This creates a series of zinc-iron alloy layers, culminating in an outer layer of pure zinc. Key parameters during hot-dip galvanizing include bath temperature (typically 450-460°C), immersion time (controlled to achieve specified coating thickness), and cooling rate. Alternatively, electrogalvanizing offers a more precise coating thickness but generally provides less corrosion protection than hot-dip galvanizing. Post-galvanizing, quality inspection includes coating thickness measurements (using non-destructive testing methods like eddy current testing), adhesion tests, and visual inspection for defects like drips, runs, or bare spots. The surface roughness of the steel prior to galvanizing also impacts the coating adhesion; controlled surface preparation (pickling, fluxing) is critical. Furthermore, the hydrogen embrittlement, a potential consequence of the pickling process, must be mitigated through post-treatment baking to prevent cracking.

Performance & Engineering
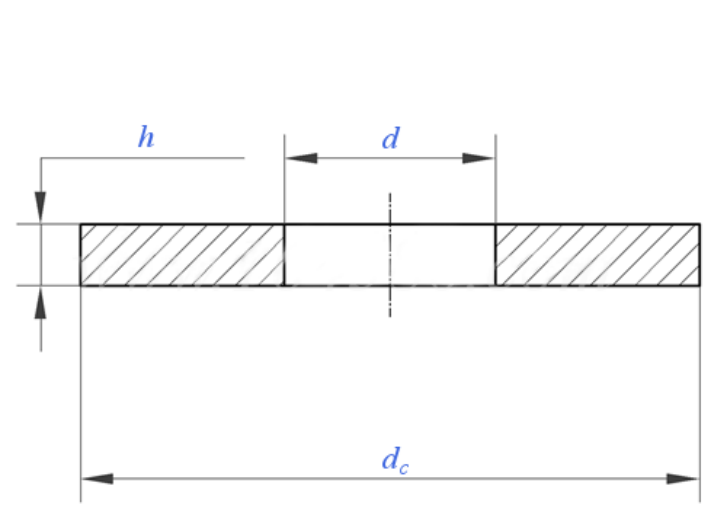
The performance of galvanized flat washers is primarily dictated by their load distribution capabilities and corrosion resistance. Force analysis centers on the washer’s ability to distribute the clamping force of a bolt or nut evenly across the bearing surfaces. This reduces stress concentration within the connected materials, preventing localized deformation or failure. Washers are often designed with an outer diameter that is approximately 2.5 times the bolt diameter to effectively distribute the load. Environmental resistance is directly correlated to the zinc coating thickness and the alloy layers formed during galvanization. The zinc coating acts as a barrier against corrosive elements, while also providing galvanic protection—sacrificially corroding before the steel substrate. The performance is specified by parameters like yield strength, tensile strength, and hardness, determined through mechanical testing according to relevant standards. Compliance requirements involve adherence to standards regarding coating thickness, adhesion, and corrosion resistance (detailed in the Standards & Regulations section). Finite Element Analysis (FEA) is frequently employed in engineering designs to optimize washer geometry and material selection for specific load conditions and environments. A critical consideration is the potential for fretting corrosion, especially in applications involving vibration. This can be mitigated through proper pre-load and washer design (e.g., serrated or toothed washers). Furthermore, the washer’s performance is influenced by the quality of the mating surfaces; any surface imperfections can increase stress concentration and reduce the effectiveness of the load distribution.
Technical Specifications
| Parameter | Units | Standard Specification (Typical) | Tolerance |
|---|---|---|---|
| Material | - | Carbon Steel (AISI 1018 Equivalent) | As per ASTM A36 |
| Zinc Coating Thickness (Hot-Dip Galvanized) | µm | 50-70 | ±5 µm |
| Zinc Coating Thickness (Electrogalvanized) | µm | 5-25 | ±2 µm |
| Hardness (Steel) | HV | 150-200 | ±10 HV |
| Tensile Strength | MPa | 400-600 | ±30 MPa |
| Yield Strength | MPa | 250-400 | ±20 MPa |
Failure Mode & Maintenance
Galvanized flat washers can fail through several mechanisms. The most common is corrosion, particularly in environments with high salinity or exposure to acidic compounds. The zinc coating, while protective, will eventually corrode, leading to the onset of red rust on the underlying steel. This corrosion can be accelerated by scratches or damage to the coating. Another failure mode is mechanical deformation, including flattening or cracking under excessive load. This can be caused by improper installation (over-tightening) or exceeding the washer’s load-bearing capacity. Fatigue cracking can occur in applications subject to cyclic loading, initiated at stress concentrations like the inner diameter. Hydrogen embrittlement, as previously mentioned, can lead to delayed cracking. To mitigate these failures, regular inspection is crucial, especially in critical applications. Visual inspection should focus on identifying areas of corrosion, deformation, or cracking. Maintenance involves periodically re-tightening fasteners to maintain proper clamping force. In cases of significant corrosion, replacing the washer is essential. Preventative measures include selecting washers with appropriate zinc coating thickness for the environment, using corrosion inhibitors, and ensuring proper installation techniques. Furthermore, applying a supplementary protective coating (e.g., a sealant) over the galvanized surface can extend its service life in harsh conditions. Proper storage is also vital; washers should be stored in a dry environment to prevent pre-emptive corrosion.
Industry FAQ
Q: What is the difference between hot-dip galvanized and electrogalvanized washers, and which should I choose for a marine environment?
A: Hot-dip galvanizing provides a thicker, more robust zinc coating with superior corrosion resistance due to the formation of zinc-iron alloy layers. Electrogalvanizing offers a smoother, more precise coating, but it's generally thinner and provides less sacrificial corrosion protection. For a marine environment, hot-dip galvanized washers are strongly recommended due to their enhanced resistance to saltwater corrosion. The thicker coating and alloy layers provide a longer service life in harsh marine conditions.
Q: How do I determine the correct washer size for a specific bolt?
A: The washer's inner diameter should be slightly larger than the bolt's outer diameter but smaller than the bolt's head diameter. The outer diameter should typically be 2.5 times the bolt diameter to effectively distribute the load. Refer to industry standards (e.g., ANSI/ASME B18.21.1) for specific sizing recommendations based on bolt size and application.
Q: What causes hydrogen embrittlement in galvanized washers, and how can it be prevented?
A: Hydrogen embrittlement occurs during the pickling process used to clean the steel prior to galvanizing. The acid used in pickling can generate hydrogen, which diffuses into the steel and reduces its ductility, making it susceptible to cracking. Prevention involves a post-galvanizing baking process (hydrogen bake) to drive out the absorbed hydrogen. Careful control of the pickling process and the use of inhibitors can also minimize hydrogen absorption.
Q: Can galvanized washers be used with stainless steel fasteners?
A: While mechanically compatible, using galvanized washers with stainless steel fasteners is generally not recommended. The zinc coating is less noble than stainless steel, creating a galvanic couple that accelerates corrosion of the stainless steel fastener. This is particularly problematic in wet environments. Using stainless steel washers with stainless steel fasteners is the preferred practice.
Q: What is the typical service life of a galvanized flat washer in a moderate outdoor environment?
A: The service life varies depending on the zinc coating thickness, environmental conditions (humidity, salinity, pollution), and the presence of any protective coatings. In a moderate outdoor environment with typical atmospheric exposure, a hot-dip galvanized washer with a coating thickness of 50-70 µm can provide 20-30 years of service life with minimal corrosion. However, in more aggressive environments, this lifespan can be significantly reduced.
Conclusion
Galvanized flat washers represent a fundamental, yet often overlooked, component in numerous engineering applications. Their effectiveness relies on a complex interplay of material science, manufacturing processes, and understanding of failure mechanisms. Selecting the appropriate washer, based on factors such as load requirements, environmental exposure, and compatibility with mating materials, is critical for ensuring long-term structural integrity and preventing premature failure. The quality of the zinc coating – its thickness, adhesion, and uniformity – is the primary determinant of corrosion resistance, and rigorous quality control during the galvanization process is essential.
Looking ahead, advancements in coating technologies, such as the development of more corrosion-resistant zinc alloys and the implementation of improved surface preparation techniques, will continue to enhance the performance and lifespan of galvanized flat washers. Furthermore, the increasing adoption of digital twins and predictive maintenance strategies will enable more accurate assessment of washer condition and timely replacement, maximizing reliability and minimizing downtime. Ongoing research into the prevention of hydrogen embrittlement and the mitigation of fretting corrosion will also contribute to improved washer durability and performance.